Industrial Vacuum Pumps - Reliable Systems and Support

Vacuum Pump Systems, LLC offers reliable industrial vacuum pump solutions for a wide range of industries — including manufacturing, food processing, pharmaceuticals, mining, and more. We specialize in both new and rebuilt vacuum pump systems from leading brands, and our team has deep expertise in application-specific design. While we serve many sectors, we have extensive experience in high-demand environments like poultry processing where reliability and uptime are mission-critical.
Some of the extremely important components found in many types of commercial industries are found in industrial vacuum pump systems. These pumps serve various purposes across the industrial spectrum and are a vital part of the success of those industries. As you can see from our menu and other pages on this site, we can supply quite an offering of name brand used and rebuilt pumps.
In this article, we are going to speak more in general on a wide variety of vacuum pumps that may be found in various applications.
These vacuum pumps are fashioned to pump liquids and gasses out of sealed containers in order to create a vacuum. Vacuum pump technology was explored beginning in the 17th century and the technology has grown and expanded to become vital to a broader range of enterprises. You might use a vacuum pump in electronics you might find in a household, to large industrial vacuum pumps found in food processing, to aviation equipment and countless other applications.
When we use the term industrial vacuum pumps we can be referring to vacuum pump systems used in fields such as food and beverage processing, pharmaceuticals, plastics, printing, mining, automotive, power generation plants, the aircraft industry, and so many other industries as well. One of the industries that we have focused in is the poultry processing industry.
Although, in general, the basic principle of a vacuum pump is to create a vacuum, it takes different types of pumps to create various outcomes depending on the need of a particular industry. High-quality vacuum pumps that work well in one industrial environment may totally fail in another setting. So, obviously, one size does not fit all in designing vacuum pumps. It’s important to know the correct type of vacuum pump for the specific application you’re using in order to keep your systems running properly and provide you with the best quality outcome.
What Are Industrial Vacuum Pumps?
Some of the extremely important components found in many types of commercial industries are found in industrial vacuum pump systems. These pumps serve various purposes across the industrial spectrum and are a vital part of the success of those industries.
As you can see from our menu and other pages on this site, we can supply quite an offering of name brand used and rebuilt pumps.
Our Specialty: Liquid Ring Vacuum Pumps
We specialize in liquid ring vacuum pumps here at Vacuum Pump Systems, LLC. We can help you with a wide variety of vacuum solutions and industrial vacuum pump systems.
However, in this article, we are going to speak more in general on a wide variety of vacuum pumps that may be found in various applications.
How Industrial Vacuum Pumps Work
These vacuum pumps are fashioned to pump liquids and gasses out of sealed containers in order to create a vacuum.
Vacuum pump technology was explored beginning in the 17th century, and the technology has grown and expanded to become vital to a broader range of enterprises.
You might use a vacuum pump in electronics you might find in a household, to large industrial vacuum pumps found in food processing, to aviation equipment and countless other applications.
Industries Where Vacuum Pumps Are Used
When we use the term industrial vacuum pumps, we can be referring to vacuum pump systems used in fields such as:
-
Food and beverage processing
-
Pharmaceuticals
-
Plastics and printing
-
Mining and power generation
-
Automotive and aviation industries
One of the industries that we have focused on is the poultry processing industry.
Choosing the Right Vacuum Pump for the Job
Although the basic principle of a vacuum pump is to create a vacuum, it takes different types of pumps to create various outcomes depending on the need of a particular industry.
High-quality vacuum pumps that work well in one industrial environment may totally fail in another setting. So, obviously, one size does not fit all in designing vacuum pumps.
It’s important to know the correct type of vacuum pump for the specific application you’re using in order to keep your systems running properly and provide you with the best quality outcome.
Types of Vacuum Pumps for Industry
Vacuum pumps all operate on virtually the same principle — they provide the removal of air and gas molecules from a vacuum chamber. All vacuum pumps are built to accomplish this goal, however, their methods differ. There are two broad types of vacuum pumps.
How Do Vacuum Pumps Work?
Positive Displacement Pumps
Positive displacement pumps are those that create a vacuum by expanding a cavity. This expansion allows liquids or gases to flow into the space. The cavity is then sealed off from the chamber, and the trapped gases or liquids are “exhausted” to their destination.
Examples of pumps that operate using this principle include:
-
Rotary vane vacuum pumps
-
Diaphragm pumps
-
Liquid ring pumps
These pumps are widely used in industrial settings because they produce a consistent vacuum regardless of system resistance.
Non-Positive Displacement Pumps
In contrast, non-positive displacement pumps have a flow rate that changes based on the pressure at the outlet. These systems use Newton’s First Law of Motion to move fluid against resistance in the system.
They deliver a smooth and continuous flow, but the output flow rate decreases when system resistance increases. Non-positive displacement pumps are better suited for applications where flow uniformity is more important than vacuum depth.
Examples of Industrial Vacuum Pumps
If you need after-hours help with your vacuum pump systems, please check out the after-hours page here..
Also, check out our Vacuum Pump Troubleshooting Checklist.
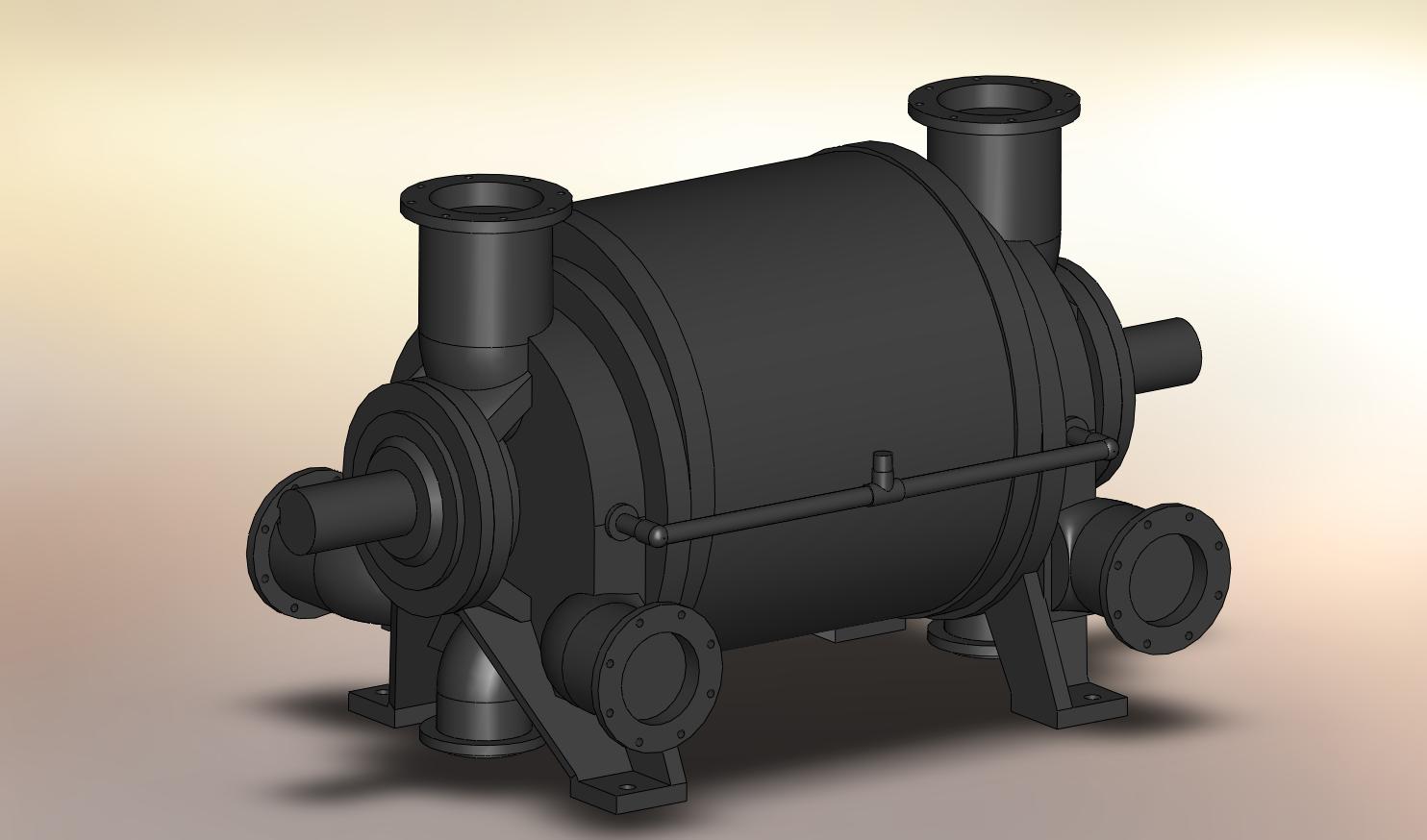
Liquid Ring Vacuum Pumps

Liquid Ring Vacuum Pumps
Liquid ring vacuum pumps are most often used in industrial settings, especially in applications that benefit from their air-purifying properties.
You’ll find them in:
-
Chemical and environmental systems
-
Mining and petrochemical industries
-
Textile manufacturing
-
Food processing — including poultry systems
A liquid ring vacuum pump is a type of rotary displacement pump. It uses a ring of liquid (usually water or oil) to form a seal and compress gas or vapor.
How Liquid Ring Vacuum Pumps Work
The pump consists of three primary components:
-
A rotating impeller
-
A stationary casing
-
A discharge port
As the eccentrically-mounted impeller rotates, it moves the sealing liquid in a circular motion. This motion creates a liquid ring that traps and compresses gas or vapor inside the casing.
Once trapped, the gas is compressed and pushed toward the discharge port, where it exits the system and can be further processed or stored.
Single vs. Multistage Liquid Ring Systems
-
Single-stage pumps typically produce a vacuum of 35 Torr (47 mbar or 4.7 kPa).
-
Two-stage pumps can reach up to 25 Torr — assuming dry air and sealant liquid (typically water) at 60 °F (15 °C).
Vacuum performance is limited by the vapor pressure of the sealing liquid. As vacuum levels approach this pressure, efficiency declines.
Advantages of Liquid Ring Pumps
-
Absorb heat during compression
-
Trap powders or liquids in the air stream
-
Among the quietest industrial vacuum pumps available
Disadvantages of Liquid Ring Pumps
-
Larger size
-
Best suited for large-scale industrial use
Our team at Vacuum Pump Systems, LLC offers new and rebuilt units, repairs, parts, and full vacuum packages tailored to your needs.
Rotary vane vacuum pumps
Rotary vane vacuum pumps share similarities with liquid ring pumps. These systems compress air inside the pump chamber, creating suction that removes air molecules from a vessel or process area.
They operate using vanes that rotate inside a cylindrical housing. As the vanes slide in and out around a central rotor, the pump traps air and moves it from the inlet port to the outlet port — generating vacuum in the process.
Typical rotary vane pumps produce between 20 and 28 inHg, although two-stage designs can reach up to 29.5 inHg.
Rotary Vane Industrial Vacuum Pumps

Example: Dekker Rotary Vane Pump
Advantages of Rotary Vane Pumps
-
Compact size compared to other designs
-
High flow capacity for their size
-
More affordable than pumps with similar vacuum capabilities
Disadvantages of Rotary Vane Pumps
-
Considered “middle-ground” in vacuum strength
-
May not deliver the high-performance output of larger or more specialized pumps
Dry Claw Vacuum Pumps
Dry claw vacuum pumps are a type of positive displacement pump specifically designed for industrial applications. These systems operate using two claw-shaped rotors that rotate in opposite directions.
The rotors do not touch each other or the chamber walls, which reduces friction and mechanical wear. This non-contact design leads to longer operating life and improved reliability in demanding environments.
Dry claw vacuum pumps are frequently used in:
-
Industrial production lines
-
Pneumatic conveying systems
-
Centralized vacuum supply systems
Advantages of Dry Claw Vacuum Pumps
-
Longer lifespan due to low-wear, non-contact rotor design
-
Oil-free operation — eliminates risk of product contamination
-
Extremely quiet — among the quietest vacuum pumps on the market
-
Minimal maintenance requirements
Disadvantages of Dry Claw Vacuum Pumps
- Heavier systems – not suited for small or portable applications
-
Generally used in large-scale industrial environments
-
Reduced efficiency at higher altitudes
- Longer lifespan due to low-wear, non-contact rotor design
-
Oil-free operation — eliminates risk of product contamination
-
Extremely quiet — among the quietest vacuum pumps on the market
-
Minimal maintenance requirements
Diaphragm Pumps
Diaphragm pumps, also known as membrane pumps, are a type of positive displacement vacuum pump. They are commonly used in the rough vacuum range, operating from 0.5 to 1000 mbar.
These pumps use a flexible membrane — typically made of rubber, Viton®, or Teflon® — that moves up and down within the pump body. This motion compresses and exhausts gas that enters through the inlet port.
Because the membrane creates a seal without oil or direct contact with moving parts, these pumps are particularly suited for clean, low-contamination applications.
Advantages of Diaphragm Pumps
-
Reliable and cost-efficient
-
Low compression ratio and flow — ideal for specific industrial needs
-
Operate very quietly
-
Large membrane diameter and short stroke reduce wear
Disadvantages of Diaphragm Pumps
-
Produce lower vacuums compared to other positive displacement pumps
-
Typically limited to lower-demand industrial or lab environments
Reciprocating Piston Pump
Reciprocating piston pumps are another type of positive displacement vacuum pump. These systems operate using a plunger or piston that changes the volume of a cavity to create a pressure differential.
The plunger moves in a reciprocating motion, drawing in gas or liquid and then compressing and discharging it. Some designs use a single plunger, while others may use multiple plungers for greater efficiency or flow.
These pumps are often used in applications such as:
-
Cleaning of pipes, tanks, tubes, and heat exchangers
-
Oil drilling and petroleum refineries
-
Pneumatic systems and vehicle wash stations
-
Sewer line cleaning and wet sandblasting
-
High-pressure liquid handling in small volumes
Advantages of Reciprocating Piston Pumps
- Generate relatively high vacuum levels
-
Work well under a wide variety of operating conditions
-
Known for their long operational lifespan
Disadvantages of Reciprocating Piston Pumps
-
Heavier and more expensive than many other pump types
-
Limited capacity for handling large volumes
-
Tend to operate at higher noise levels
Rocking Piston Pump
Rocking piston pumps are also positive displacement pumps. The principle of this pump is a very known concept utilized since the early days of the industrial revolution. Also referred to as the Wobbling piston, it’s a very simple design. They use a rigidly mounted piston and an eccentric connecting rod.
How Rocking Piston Pumps Work
As the piston moves downward, it draws air into the cylinder — creating vacuum at the inlet. On the upward stroke, the piston compresses the air inside the cylinder, forcing it out through the exhaust. This cycle produces a vacuum on the intake side and pressure on the outlet side.
Common Applications
Rocking piston pumps are frequently used in environments where low noise and compact design are important. Applications include:
-
Medical and dental equipment
-
Laboratory vacuum systems
-
Pond aeration systems
-
Beverage dispensing
-
Automotive suspension systems
Advantages of Rocking Piston Pumps
-
Serve as both a vacuum pump and a compressor
-
Compact and clean operation — ideal for benchtop use
-
Low power requirements
-
Quiet operation — suitable for sensitive environments
Disadvantages of Rocking Piston Pumps
-
Not suited for high vacuum applications
-
Typical vacuum rating ranges from 5 to 219 Torr
-
May not meet the needs of more advanced industrial systems
Rotary Screw Pump
Rotary screw vacuum pumps are positive displacement pumps that use two helically-shaped rotors turning in opposite directions. As these rotors spin, they trap air and move it through the compression chamber, generating a vacuum.
These pumps are designed for reliable, continuous operation, making them well suited for large-scale commercial applications — especially those that involve clean gas handling. Their variable operating speeds allow for greater control and flexibility in matching production needs.
Common Applications
Rotary screw pumps are typically found in:
-
Industrial manufacturing facilities
-
Clean gas processing systems
-
High-capacity continuous-use operations
Advantages of Rotary Screw Vacuum Pumps
-
Smooth, pulse-free motion compared to piston-based designs
-
Continuous operation over long periods
-
Adjustable speeds for process control and efficiency
Disadvantages of Rotary Screw Vacuum Pumpss
-
Larger and heavier due to internal component design
-
Lower vacuum output than piston-based systems
-
Reduced inlet capacity in some models
-
Potential for lubricant migration into the pumping chamber over time
Wrapping It Up
We have explored a wide range of vacuum pumps used in industrial applications, emphasizing how critical these systems are across many industries. From food and beverage processing to pharmaceuticals, mining, and manufacturing, vacuum pumps play a vital role in production and system performance.
We began with an overview of how industrial vacuum pumps work and the differences between positive and non-positive displacement pumps. From there, we reviewed several specific pump types — each with unique designs and purposes.
These included:
-
Liquid ring vacuum pumps, which use a rotating impeller and sealing liquid
-
Rotary vane pumps, known for compact design and affordability
-
Dry claw pumps, with non-contact rotors and oil-free operation
-
Diaphragm pumps, using a flexible membrane for clean vacuum generation
-
Reciprocating piston pumps, offering high pressure and versatility
-
Rocking piston pumps, valued for quiet operation and dual vacuum/compression use
-
Rotary screw pumps, designed for smooth, continuous operation in large-scale systems
Each pump type has its own strengths and limitations, and selecting the right one depends on the specific demands of your industrial process.
Final Thought
By choosing the correct vacuum pump technology for your application, you can improve efficiency, reduce downtime, and achieve better performance across your systems.
If you need help identifying the right solution for your facility, don’t hesitate to contact us or call 770-287-4436. We’re here to help you get it right the first time.